
こんにちは!ブログ作成担当を山本が引継ぎました。
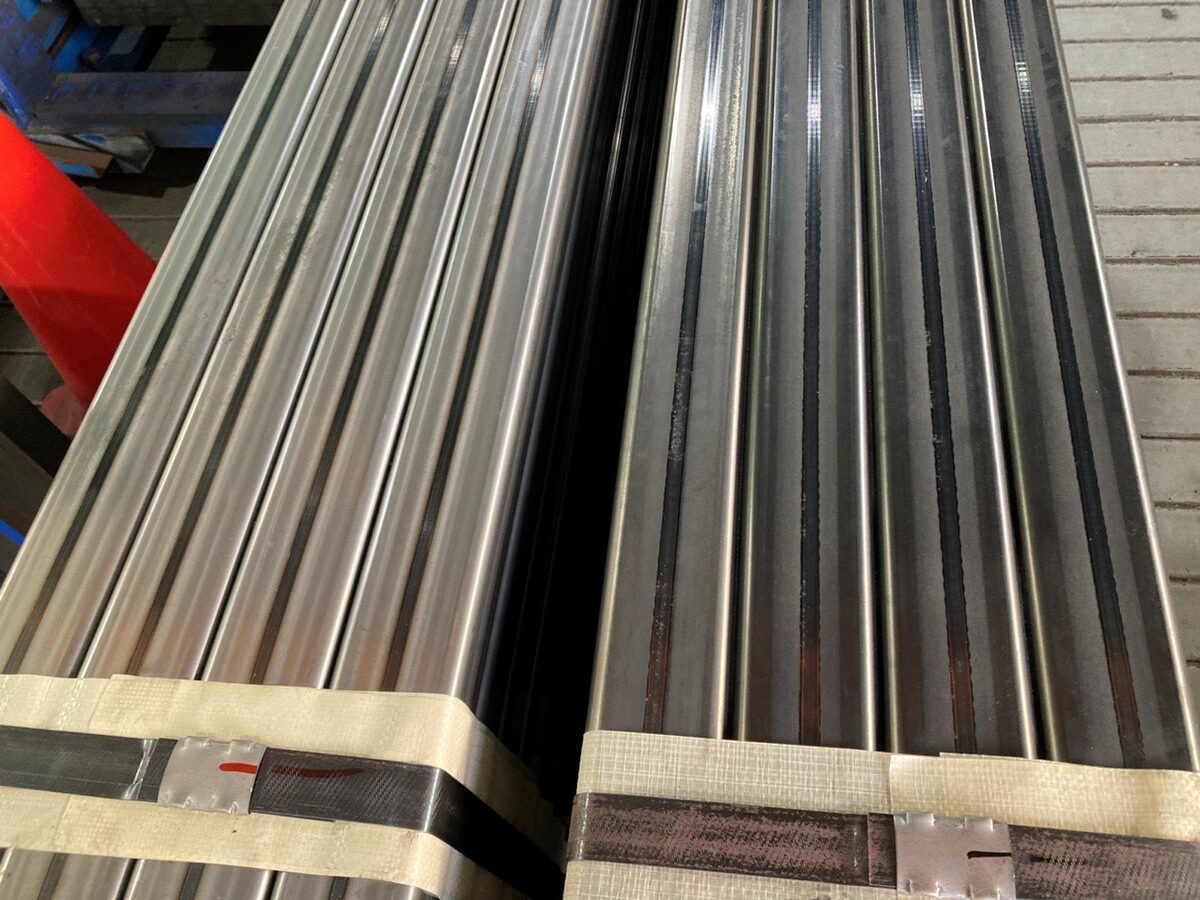
今回は、年間15,000トン以上の注文を頂いております“開先加工”のご紹介です。
宮脇鋼管には開先加工ライン(切断機 + 開先加工機)は東西あわせて7ラインあります。
その中でもパイプの外径が300ミリから1000ミリの大型開先ラインをご紹介します。

開先は、繋ぎ合わせる部分のため、母材部と同等以上の品質や強度を有する必要があり、
また同時に溶接不良が生じにくい形状の設計と加工精度が求められます。
その中で「生産現場」が取り組んでいる“ミス防止”に触れたいと思います。
■ 宮脇鋼管開先ライン加工フォーマットの運用
その①: 加工フォーマットから設備入力画面へインプット
受領した注文書や図面が、お客様ごと物件ごとで様々な書式になっているため、
加工現場でのインプット間違いの防止として加工フォーマットを作成しています。
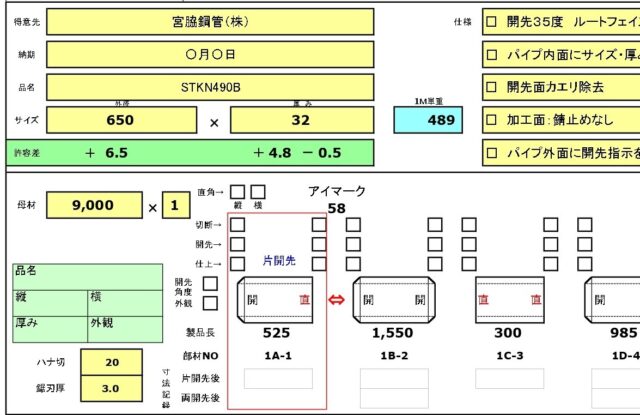
その②:製品の加工仕様を加工フォーマットに表記
物件ごとの仕様間違いや、部材NO.の記入漏れを防止します。
その③:片開先品は専用クランプで見える化

片開先は加工フォーマットに両開先との区別のため赤枠で表記していますが、
切断後はパイプ直切り側にマーキングと専用のクランプを取り付けることで両開先加工品と区別させます。
その④: 加工フォーマットで作業を行う
複数の作業者で加工を進めていくため、1枚の加工フォーマットで進行状況を確認しています。
切断、開先、検査の工程ごとにレ点チェックと測定値を記入することで、加工品それぞれの進捗を見ることで確認できます。
その⑤:加工フォーマットのチェック
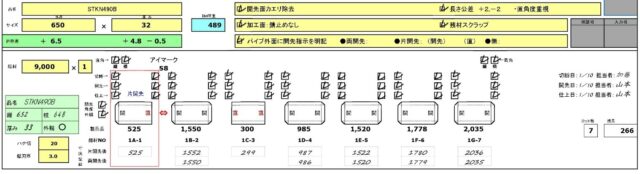
最後にチェックボックスや寸法記録欄の記入もれがないか確認することで、検査漏れや不適合品の流出も防止できます。

これからも、お客様に信頼して頂けるように更なる加工ミスの低減に全力で取り組んで参ります。