

溶接の品質と強度を左右する重要な要素のひとつが「開先(かいさき)」です。開先とは、溶接する際に金属の断面に施す溝のことで、主に溶接の接合強度を高めるために施される加工となっています。この開先にはV形、I形などの種類があり、資材や目的に合わせた形状で加工されるのが一般的です。
本記事では、開先の基礎知識から、代表的な開先形状の種類とその特徴について解説します。また、難易度の高い開先加工にも対応できる宮脇鋼管のサービス内容にも触れているので、ぜひ参考にしてください。
開先とは

開先とは、溶接を行う際に金属の断面に設けられるV字やI字などの溝のことです。開先を設ける工程を「開先加工」、接合作業を「開先溶接」と呼びます。
開先加工は、主に溶接の強度・品質の確保を目的としています。開先加工をせずに溶接すると溶着量が少なくなり、溶接欠陥の原因となる可能性があります。
開先の形状や角度は、産業ごとの規格に基づいて設計・加工する必要があります。母材の板厚や溶接箇所に応じて調整は必要ですが、公差の範囲内で開先の形状・角度を決めましょう。
関連記事:開先溶接のコツは?開先加工の基礎知識や欠陥の発生原因について
開先形状の種類
開先形状の種類は、以下のとおりさまざまです。
【開先の種類】
- I形
- レ形
- V形
- J形
- U形
- X形
- K形
- 両面J形
- H形
ここでは、代表的な開先形状の「I形」「レ形」「V形」「J形」「U形」について紹介します。
I形開先

I形開先は、金属の接合面を削らず、平らなままの断面同士の開先です。主に薄板の溶接やアーク溶接の際に採用されることが多く、コストパフォーマンスや作業効率に優れています。
I形開先の主な利点は、開先の加工が比較的簡単に行える点です。さらに、使用する溶接材料が少量で済み、溶接時間が短いため、溶接後の熱影響による変形量が小さくなります。
しかし、断面同士が平らになっていることが原因で、接材が裏側まで届きにくく、部分的な溶け込みに留まってしまうケースがあります。特に厚みのある板だと、I形開先では十分な強度が得られない可能性があるので、別の開先形状の採用を検討しましょう。
レ形開先

レ形開先は、断面がカタカナの「レ」のような形状をしており、片側だけに角度をつけて加工する開先形状です。開先加工が比較的簡単であり、建築資材によく用いられています。
ただし、レ形開先を採用した溶接で一定の強度を確保するためには、開先角度をどうするか、ルート面(未開先部)をどの程度残すかといった設計上の判断が重要になります。適切な条件を設定しないと、溶け込み不足による強度低下を招くおそれがあるため、経験に基づいた知識と技術が不可欠です。
扱いやすい反面、正確な施工が求められる点がレ形開先の特徴といえるでしょう。
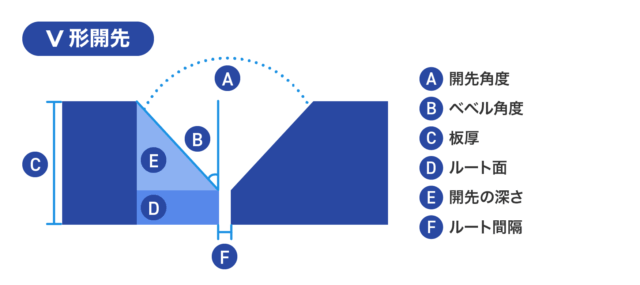
V形開先

V形開先は、V字のような断面の開先で、もっとも一般的な開先形状です。レ形開先とレ形開先で突合せ溶接継手になると、V形開先になります。加工がしやすく、作業効率の面で優れており、厚みのある板の背面まで溶接できる点が特徴です。
ただし、V形開先は溶接後の形状が左右で非対称になりやすく、それが原因で角変形が大きくなる傾向があります。特に高い強度が求められる場面だと、開先部と接合材を裏面まで一体化させなければなりません。そのような場合に、「完全溶け込み溶接」という方法が採用されます。
完全溶け込み溶接は、複数回にわたって溶接を重ねることで、開先内部を隙間なく一体化させる方法。高品質な接合が求められる場面において、広く活用されています。この完全溶け込み溶接によって、V形開先でも十分な強度を確保することができます。
J形開先
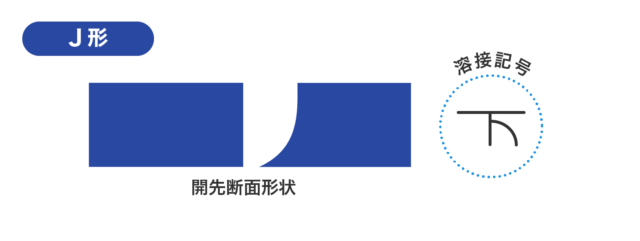
J形開先は、片側に角度をつけるレ形開先に緩やかな曲線を加えた形状です。その断面がアルファベットの「J」に似ていることから、J形開先と呼ばれています。
厚板にJ形開先を採用すれば、溶着量を抑えつつ、溶接幅を小さくすることが可能です。溶着量が少ないことで、熱による歪みや材料コストの削減にもつながり、効率的な施工が実現できるでしょう。
ただし、J形開先は平面や直線の開先と比べて、開先加工の難易度が高くなるという課題があります。仕上がりの精度や材料の節約を重視する場面に適していますが、それに見合った加工設備や技術力の確保が必要です。
U形開先

U形開先は、その名のとおり断面がU字状になっており、開先面が滑らかな曲線で構成された開先形状です。J形開先とJ形開先で突合せ溶接継手になると、U形開先になります。特に厚みのある板においては、U形開先を用いることで溶接による金属の質量を抑えられ、変形を小さくできます。
しかし、U形開先は母材の片側がR(曲面)になっており、開先加工が難しい点がデメリットです。溶接の品質や強度を確保するためには、条件に応じた適切な開先形状の選定が重要になります。
開先形状を決める際の注意点
開先形状によって、溶接の難易度や溶接後の強度などは変わります。開先形状を決める際には、溶接によって得られる金属の質量、すなわち溶着量に注意しましょう。
溶着量が少ないほど、加熱による歪みが起きにくくなり、必要な溶接材料の使用量が抑えられます。そうした意味では、溶着量はできる限り少なくすることが理想的です。
しかし、溶着量を減らすために開先の断面積が小さい形状を選ぶと、かえって溶接欠陥が発生しやすくなります。一方で、開先の断面積が広すぎる形状では、溶着量が増えて変形リスクが高まります。
開先溶接で欠陥が発生する場合の多くは、必要な部分が十分に溶融されなかったことが原因です。開先形状を決定する際は、母材の板厚や溶接箇所に応じて最適な形状を選定しましょう。
関連記事:開先角度とは|ベベル角度との違いと決める際のポイント
宮脇鋼管の加工サービス

宮脇鋼管では、あらゆる形状や寸法に対応できる開先加工サービスを提供しています。小径~大径、短尺~長尺、直切~斜切、内開先~外開先、丸鋼管~角鋼管、正方形~長方形まで、幅広いニーズに応える柔軟な体制を整えています。
同社の強みは、特徴の異なる16台の開先専用機を駆使し、他社では難しいとされた案件にも対応できる点です。たとえば、製品の長さが短く、かつ両方が斜めにカットされた柱のコアへの両開先加工といった高度な案件でも、確かな技術で問題なく仕上げることができます。このような難しい案件にも積極的に取り組めるのは、30年にわたる経験と実績があるからこそです。
さらに、パイプのサイズ・長さ・開先角度をご指定いただければ、最短で翌日の出荷も可能。機械加工では角パイプ35°と45°のみに対応しており、丸パイプは最大45°まで対応しています。また、機械加工に加えて、溶断による開先加工も行っており、より柔軟で汎用性の高い対応が可能です。
「加工不良が少ない会社に任せたい」「自社業では限界があるので、高い技術とノウハウを持った会社に依頼したい」というようなお悩みがある方は、ぜひお気軽にお問い合わせください。
鋼管加工のベストアドバイザー宮脇鋼管へ

宮脇鋼管は、鋼管加工のスペシャリストとして、お客様にとってのベストアンサーを提供いたします。ロットの大小に関わらず即納提案し、加工のすべてを品質管理いたしますのでご安心ください。VE提案から単品図の作成まで実現可能です。
鉄の鋼管をお客様がすぐに使える状態の製品に加工してお届けすることができる新しい加工サービスも実施しております。
- 難しい加工に対応できるか?
- まずは在庫を確認したい
- 鋼材の価格と納期が知りたい
- 詳細な見積もりが欲しい
など、
鋼管加工の総合技術商社として、最新の鋼構造加工システムを提案する宮脇鋼管へお問い合わせください。




