
タップ加工は、金属加工においてねじ切り加工のひとつとして分類されるものです。歴史も長く、比較的簡単に行える加工とされています。
タップ加工では、下穴の大きさや素材にあわせて、多くの種類のタップの中から適切なものを選ばなければならず、また、さほど難易度が高くないタップ加工でも、下穴のあけ方の精度は全体の完成度に影響を与えるため注意が必要な作業です。
今回は、タップ加工とはどのようなものなのか、そのやり方やタップの種類などについて宮脇鋼管がご紹介します。
目次
タップ加工とは
タップ加工とは、穴開け加工などによって開けられた穴(下穴)に雌ねじが入る筋を成形することで、螺旋状の切れ刃が付いているタップというねじ状の工具を使って穿孔されることからタップ加工と称されています。
基本工程としては、ボール盤などにタップを取り付けて機械加工を行いますが、タップハンドルを使った手作業での加工を採用する場合もあります。
タップ加工のやり方は大きく2種類

タップ加工は、大きく「切削式」と「転造式」の2つに分けられ、それぞれ違った特徴を持っています。
切削式タップ加工
切削式タップ加工とは、雌ねじの径に適した下穴を材料にあけ、そこに切削式タップを差し込み、ねじの谷部を削り落してねじ山をつくる工法です。
加工準備で重要な点は、下穴径を正確に確認しておくことです。下穴径は下穴表で確認することが推奨されていますが、「ねじ呼び径-ピッチ」によって、概算値を算出したり、「ひっかかり率」から算出する方法もあります。
(引っ掛かり率=雄ねじと雌ねじのねじ穴がかみ合う、引っ掛かり高さと基準山形の引っ掛かり高さとの比率)
転造式タップ加工
転造式タップ加工とは、金属に強い力を加えて、塑性変形させる加工方法のことです。
転造式タップ加工は、下穴の金属を押し広げてねじの山と谷をつくるため、切屑が排出されないことが最大のメリットです。
しかし塑性変形により、ねじの山と谷をつくるため適正量の材料が必要であり、精度も高いものが求められます。
タップ加工のやり方はタップの種類選びから

タップ加工の方法は、止まり穴か通り穴なのかという下穴の形状によって大別されます。そしてそれにともなって、タップの種類を選択しなければいけません。
ハンドタップ
ハンドタップとは、手動で使用するハンドツールであり、主にモックアップやDIYなど大量生産の必要のないものの加工に使用されます。
また、ハンドタップはサイズによって4つの溝部があり、この溝部に切りくずを抱え込むようにしてネジ山を刻み、切屑を溝部に抱え込むため、止まり穴にも通り穴にも使用可能であることがポイントです。
ポイントタップ
ポイントタップは、主に加工用の機械に装着するもので、量産品などの製造に使われるタップの総称です。
切屑を穴の下へと落とす構造がポイントタップの大きな特徴で、切屑がタップの進行方向に排出されるので、加工の進行を妨げることがありません。
切屑自体が製品精度を落とすことにはなりませんが、その性質上、止まり穴に使用すると詰まってしまうため、通り穴の加工にしか用いることができないことがデメリットとして挙げられます。
スパイラルタップ
スパイラルタップとは、溝部がねじれ溝になっているタップのことで、主に止まり穴に使用されます。
ネジ山を刻む際に、材料の切屑をタップの進行方向とは逆に排出するため、予めあけておいた下穴へつながりやすいという施工上の特徴があります。
比較的柔らかいプラスチックなどの樹脂素材にネジを刻むのにも適しています。
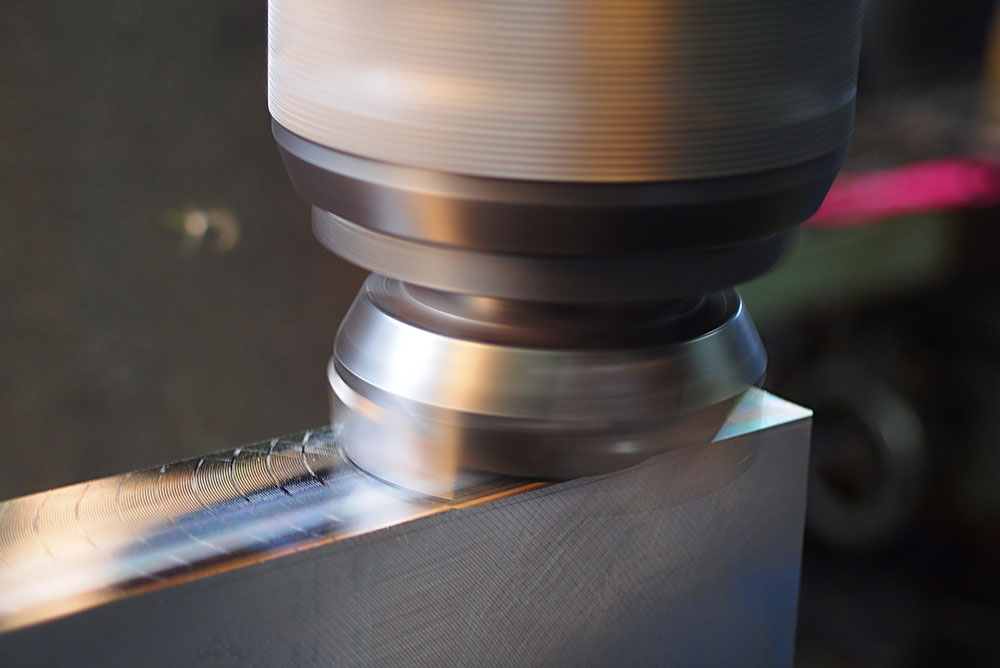
ロールタップ
ロールタップとは、穴をあけた素材にタップのネジ部に圧力をかけて押し込み、ネジ山を盛り上げる転造という方法でネジ溝を作るタップです。
他の工法のように切削するのではなく、金属に圧力をかけて変形させて山を盛り上げるため、切屑が発生しないという点が大きな特徴です。
工程において強い締め付けトルクが必要であることから、ロールタップは手動の工具ではなく機械に装着して使用します。加工された雌ねじの強度が他のタップよりも高いという特徴から、信頼性が高い工法とも言えます。
タップ加工のやり方
ここからは、一般的なタップ加工のやり方を順にご紹介します。
1.下穴を空ける
まず、つくりたいねじ山に対して適した径・深さの下穴をあけます。ネジのサイズによって、あける穴のサイズが決まっていますが、この下穴のサイズは遵守することがポイントです。
例えば、M4用の下穴は φ3.3mmですが、それより小さなφ3mmで穿孔すると、タップが途中で作動しなくなります。
一般的に大きな穴あけは、2~3回に穴あけ工程を分けて、小さな穴から大きな穴へと下穴を大きくしていくと、タップが止まることなく作業ができます。
次に、下穴は確実に垂直にあけることがポイントです。穴が斜めになってしまうと、ネジも斜めになってしまうか、タップが穴の中で折れてしまうからです。
そして、あけた穴のせん断部を面取りします。大き目のドリルを用いて、穴の入り口に当ててドリルを回転させれば、バリを除去できます。
2.切削油を注油する
穴あけ加工ができたら、タップをタップハンドルに取り付けます。この際、タップには必ず専用油を使用するようにしましょう。使用する機械で推奨されている種類、素材に適したオイル含有率などを踏まえて選定します。
油を省くと、タップの動きが悪くなり、切屑などで目詰まりしやすくなり、タップの寿命を短くさせることにもつながります。
ここで具体的な専用油をご紹介します。
- 鉱物油
タップ加工で最も一般的に使用されるのが鉱物油です。切削特性と安定性に優れ、機械に負担をかけない点が特徴となります。 - 合成切削油
合成切削油は安定性には優れていますが、機械への負担がやや高くなりやすいことが特徴です。 - 準合成切削油
準合成切削油は、切削特性に優れていることから、幅広い被削材の加工に推奨されています。 - 植物ベースオイル
植物ベースオイルは、タップ加工用エマルジョンの中で最も切削特性が高いことが特徴です。 - ストレートオイル
ストレートオイルは安定性の高いエマルジョンで、旋盤や小型部品機械で広く使われています。
3.ねじ山を作る
次は、タップを適切な速度で回転させ、ねじ山をつくります。
タップを穴に垂直に立て、押し付けながら回して、ねじを噛ませることがポイントです。ここで斜めにねじを噛ませてしまうと、穴が垂直であっても、ネジが斜めに出来てしまうため製品精度が著しく低下します。
4.ねじ込む
最後はねじ込んで行きますが、このとき正(右)ねじなら時計回りに、逆(左)ねじなら反時計回りに回転させてタップを挿入していきます。
逆ねじの場合は専用工具が必要となります。
タップ加工のやり方で注意する点は?

タップ加工で注意が必要なのは、下穴径です。 下穴径は精度だけでなく全体の仕上がりに影響するため、丁寧に加工を進める必要があります。
タップ加工において下穴径は、ねじ規格の雌ねじ内径の公差内とするのが基本です。公差内でもプラス方向であればタップ加工が容易で、さらに切削量も少なくなるという利点があります。
また、切削速度が適切なものに設定されているか確認することも重要なポイントです。切削速度が速過ぎると食いつきが悪くなり、切削面の荒れやかじり(焼き付き)などが発生してしまいます。しかし、遅過ぎても作業性が低下してしまうので、速度設定は切削条件の中でも特におさえておきたいポイントです。
その他にも、下穴の深さ決めも重要で、加工深さを計算するためには、有効ねじ長さ・タップ食い付き部の長さ・突出し長さなどが必要となります。これらをもとに下穴の深さを決め、最適な深さの下穴をあけるようにしましょう。
鋼管加工のベストアドバイザー宮脇鋼管へ

ロットの大小に関わらず即納提案し、加工のすべてを品質管理いたしますのでご安心ください。VE提案から単品図の作成まで実現可能です。
鉄の鋼管をお客様がすぐに使える状態の製品に加工してお届けすることができる新しい加工サービスも実施しております。
- 難しい加工に対応できるか?
- まずは在庫を確認したい
- 鋼材の価格と納期が知りたい
- 詳細な見積もりが欲しい
など、
鋼管加工の総合技術商社として、最新の鋼構造加工システムを提案する宮脇鋼管へお問い合わせください。