
ビスやボルトを使い、金属同士を結合させるには、ネジ穴を開ける必要があります。
そこで今回は、金属にネジ穴を開けるためのタップ加工の方法とおおまかな手順について、他の穴あけ加工との違いや加工時の注意点にも触れながら紹介していきます。
目次
ネジ穴を開ける加工(タップ加工)とは?
金属加工において「ネジ穴」という言葉には、2通りの解釈が存在します。一つ目は、ボルトとも呼ばれる棒状の雄ねじのうち頭部の+や-、四角型等に付けられた溝や穴を指すケースです。
そして二つ目が、雄ねじを受ける雌ねじの内側に付けられたらせん状の溝を指しているケース。
ナットとも呼ばれる雌ねじとは、雄ねじを差し込んで締めるための穴のこと。雄ねじの頭部の穴と同様に、雌ねじの内側に付けられたらせん状の溝もネジ穴と呼ばれているのです。
この記事では、特に雌ねじのネジ穴を開けるための方法や手順について、説明していきます。
タップ加工は、雌ねじのネジ穴成形の代表的な手法
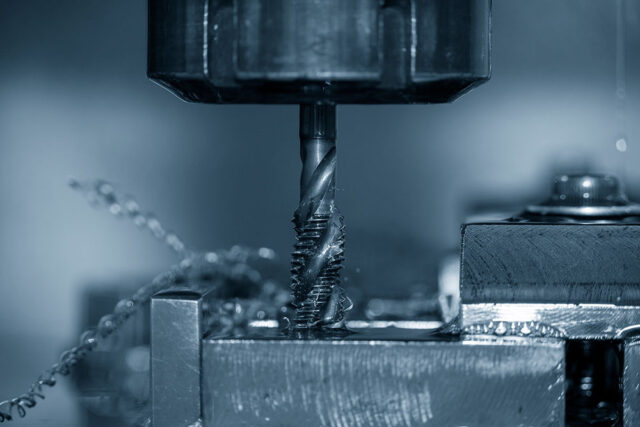
一般的に、金属に雌ねじのネジ穴を開ける際には「タップ加工」という方法が用いられます。
タップ加工とは、下穴にタップと呼ばれる雄ねじに似た形状の工具を回転させながら入れ込み、少しずつ材料を削って穴の内部にネジ山を形成していく加工方法のことです。
なお、ネジ穴を開けるタップ加工には大きく「切削式」と「転造式」の2種類があり、それぞれ以下のような特徴があります。
- 切削式タップ加工:雌ねじのねじ切りに適した手法、切削するため切りくずが発生しやすい
- 転造式タップ加工:雄ねじのねじ切りに適した手法、塑性変形を利用するため切りくずが発生しない
雌ねじのネジ穴を開ける際には、主に切削式タップ加工を行うことになりますが、開けたいネジ穴の種類によって適切な加工方法が異なることは覚えておくと良いでしょう。
また、ネジ穴を開ける際に使うべきタップの種類も、下穴の形状等の加工条件により変わってきます。タップ加工の際には、開けたいネジ穴の種類に合った工具を選ぶようにしましょう。
●関連記事:「タップ加工のやり方とは?タップの種類や手順について解説」
他の穴あけ加工とタップ加工の違い

ネジ穴を開けるタップ加工は、「ねじ切り」や「ねじ立て」とも呼ばれる加工方法であり、あらかじめ開けておいた下穴の内部にネジ山を付ける加工となります。
対して、穴あけ加工に分類される「ドリル加工」や「リーマ加工」は素材に穴を開けることそのもの、または穴のサイズや精度を調整することを目的に行う加工であるのが特徴です。
- ドリル加工とは:固定した素材に回転させたドリルを当てて削り、穴を開ける加工
- リーマ加工とは:穴の内部をリーマという工具で広げ、滑らかにして寸法を整える加工
タップ加工だけでは、素材に穴を開けることはできません。ネジ穴を開ける際には、タップ加工とは別に穴あけ加工が必要になりますので、注意が必要です。
●関連記事:「穴あけ加工とは?加工の種類や方法、鋼材によって変わる注意点について」
金属にネジ穴を開ける手順
適切なサイズ・角度で下穴をあけ、タップ加工ができれば手作業でもネジ穴は開けられます。
そこで以下からは、ボール盤やフライス盤、マシニングセンタ等の大型の工作機械を使わずに手作業で金属にネジ穴を開ける手順について、一つずつ見ていきましょう。
ネジ穴を開ける手順①必要な道具を用意する
まずは、ネジ穴を開けるための道具一式を揃えます。以下に挙げる道具はいずれもホームセンター等で購入できますので、探してみると良いでしょう。
- ケガキ針
- ポンチとハンマー
- センタードリル
- 下穴用の電動ドリル
- 面取りカッター
- タップ(スパイラルタップ)
- タップハンドル
なお、面取りカッターは下穴よりも径の大きなドリルがあれば代用が可能です。他の道具が揃っているなら、購入しなくても問題ありません。
ネジ穴を開ける手順②ケガキ針とポンチで穴の位置をマーキング
必要な道具が揃ったら、図面を参考にしながら穴あけ位置を素材にマーキングしていきます。
NCフライスやマシニングセンタ等、数値制御やコンピュータ制御機能を搭載した工作機械なら自動で正確な位置に穴あけしてくれますが、手作業ではそうはいきません。
作業中にドリルの先端がズレて、穴あけ加工の精度が損なわれないように、ケガキ針とポンチを使ってしっかりマーキングしましょう。
ネジ穴を開ける手順③センタードリルで穴を開ける
次に、印を付けたところにセンタードリルで小さな穴を開けます。センタードリルの役割は、下穴を開けるドリルを支え、垂直方向に入っていくための支点となる穴を開けることです。
この工程を経ることにより、手作業での穴あけ加工・タップ加工でも、その精度をぐっと高めることができます。
ネジ穴を開ける手順④ネジに合わせた径のドリルで下穴を開ける
センタードリルの後は、作りたいネジ山のサイズに合わせた径・深さの下穴を開けます。
タップ加工のための下穴を開ける際のポイントは、まず確実に垂直方向へ穴を開けること。
穴が斜めになると出来上がったネジ穴も斜めになるため、ネジ穴を開ける際に穴の中でタップが折れたり、ネジ穴として機能しなくなる恐れがあります。
また、作りたいネジ山に合わせた直径・深さの下穴を開けることも、重要なポイントです。
タップ加工時の適切な下穴の大きさや深さは、使用予定の雄ねじやタップの長さ等の加工条件により変わってきますが、おおよその値は、それぞれ以下の計算式で算出できます。
タップ加工のための下穴径の計算式
使用したい雄ねじの直径-ピッチ(ネジ山1つあたりの距離)
タップ加工のための下穴深さの計算式
使用したい雄ねじの長さ×(ピッチ×2.5)×下穴径の25%の値
なおネジやタップの一部メーカーでは、自社製品の形状や種類、加工材料による硬度の違いを考慮した下穴径の一覧表を公開しています。
下穴の直径や深さの精度は、出来上がるネジ穴の強度に大きく影響する部分です。上記の計算式と併せて参照し、慎重に穴あけ加工を進めましょう。
ネジ穴を開ける手順⑤面取りカッターで下穴のバリを取る
下穴をあけ終わったら、穴のせん断部分を面取りしていきます。面取りカッター、または下穴径よりも大きな直径のドリルを穴のせん断部に当てて切削し、バリを除去すればOKです。
なお、止まり穴の場合はこの時点で一度、下穴に溜まった切りくずを除去しておきましょう。
また貫通穴の場合は、穴の片側だけでなく両側とも面取りすることをおすすめします。面取りするタイミングについては、タップ加工の前後どちらでもかまいせん。
ネジ穴を開ける手順⑥タップとタップハンドルでねじ切りする

タップハンドルの四角部分にタップの頭部分を挟み、抜け落ちない程度に固定します。あとは下穴の入口にタップの先端を垂直に挿し、両手でタップハンドルを持ってゆっくり回して、ねじを切っていきます。
この時のポイントは、必ず垂直方向に力を加えながら、タップハンドルを回していくこと。
そして、切りくずを切断し適度に排出させるために、2/3回転させたら1/3回転戻すという動作を繰り返して、少しずつねじ切りを進めていくことです。
なお、タップの損傷や切りくずによる目詰まりを防ぐため、以下のような切削油の使用も忘れないようにしてください。
- 鉱物油
- 合成切削油
- 準合成切削油
- 植物ベースオイル
- ストレートオイル 等
タップの種類は「スパイラルタップ」がおすすめ
手作業で金属にネジ穴を開ける際のタップの種類は、らせん状に溝が付いているため切りくずを排出しやすく、一度でねじ切りを完了することができるスパイラルタップがおすすめです。
ハンドタップに比べ有効ネジ部が短くなるという弱点もありますが、タップが傾きにくいため、初めてネジ穴を開ける人でも使いやすいでしょう。
金属にネジ穴を開ける際の注意点4つ

精度と強度の高いネジ穴を開けるために注意すべき点としては、以下4つが挙げられます。
ネジ穴を開ける際の注意点①下穴の径や深さが適切か
先述した通り、下穴の径・深さが適切かどうかは、ネジ穴の強度や精度を大きく左右します。
下穴を開けるドリルのサイズは、使いたい雄ねじの太さ・長さに合わせて決定してください。
なお大きな下穴をあけるときは、直径がネジ山より大きくならないように2〜3回に分けて少しずつ穴を広げ、慎重に進めていくと良いでしょう。
ネジ穴を開ける際の注意点②傾きは厳禁!早めに修正を
ネジ穴が傾いていると、ボルトを締めたときの強度が著しく損なわれてしまいます。
もしもタップ加工中に傾きを感じたら、タップを逆回転させて一旦抜き、穴の入口をネジ山と同じ直径のドリルで削って沈めてみましょう。
これにより、入り口付近のネジ山は形成できなくなりますが、タップのぐらつきを抑え傾きを修正することができます。特に深穴の場合には有効な方法ですので、覚えておきましょう。
ネジ穴を開ける際の注意点③切削速度が材料に合っているか
穴あけ加工やタップ加工等の切削加工時の適切な速度は、加工条件によって変わってきます。
切削速度が速すぎるとタップの食いつきが悪くなり、逆に遅すぎると作業性が落ちたり、金属の種類によっては素材を傷めてしまう恐れがあるため注意が必要です。
ネジ穴を開ける際の注意点④製品となる素材に歪みやキズがないか
ネジ穴を開ける一連の作業がうまくいっても、加工する素材に歪みやキズがあっては、製品として使えません。作業を始める前に、素材の状態はしっかり確認しておきましょう。
工作機械でネジ穴を開ける場合の注意点
また、数値制御やコンピュータ制御により自動的に穴あけ加工・ねじ切り加工を行う工作機械でネジ穴を開ける場合には、事前に送信するデータの正確性が加工の成否を決定します。
そのため、実施しようとしている加工内容が設備の仕様範囲に入っているかどうかや、送信するデータに間違いがないかについては、細心の注意を払って確認しなければなりません。
宮脇鋼管では鋼管端部(内・外)のねじ切りに対応
宮脇鋼管ではダイスやタップ、旋盤等を用いた鋼管内外へのねじ切りを取り扱っております。
豊富な在庫を活かし、ガスネジ(インチ)やPTネジ(テーパ)、PFネジ(平行)、角ねじ等のあらゆるねじ切りの材料・加工の一括注文に短納期で対応可能です。
鋼管にネジ穴を開けたり、ネジ切りを施すタップ加工を高精度で、かつ効率的に行いたいとお考えなら、ぜひお気軽に宮脇鋼管までご相談ください。
●関連記事:「宮脇鋼管のねじ切り加工についてはこちらから!」
鋼管加工のベストアドバイザー宮脇鋼管へ

宮脇鋼管は、鋼管加工のスペシャリストとして、お客様にとってのベストアンサーを提供いたします。ロットの大小に関わらず即納提案し、加工のすべてを品質管理いたしますのでご安心ください。VE提案から単品図の作成まで実現可能です。
鉄の鋼管をお客様がすぐに使える状態の製品に加工してお届けすることができる新しい加工サービスも実施しております。
- 難しい加工に対応できるか?
- まずは在庫を確認したい
- 鋼材の価格と納期が知りたい
- 詳細な見積もりが欲しい
など、
鋼管加工の総合技術商社として、最新の鋼構造加工システムを提案する宮脇鋼管へお問い合わせください。