
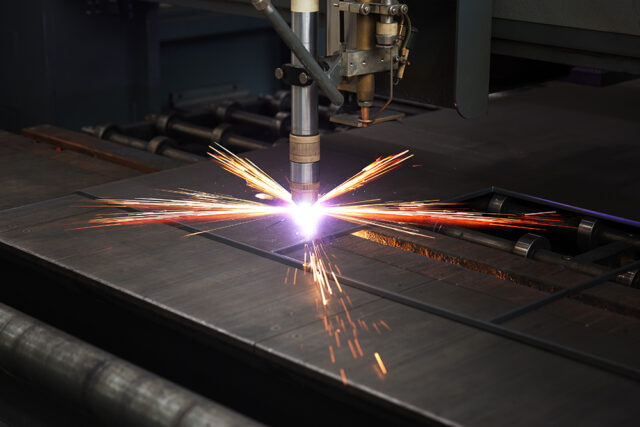
レーザー加工を行うと、溶融した金属が素材に付着して固まる「ドロス」が発生することがあります。ドロスは切断面の精度や仕上がりに影響するため、材質や板厚に応じて調整することが重要です。
本記事では、軟鋼・亜鉛メッキ鋼板・ステンレス鋼・アルミニウムそれぞれの材質別に、ドロスが発生する原因を解説します。レーザー加工時に発生するドロスについて知りたい方は、ぜひ参考にしてください。
目次
レーザー加工におけるドロスとは
ドロスは、溶接や溶断といった金属加工の工程で生じる、不要な金属の付着物を指します。レーザー加工におけるドロスとは、溶融した金属が付着し、つらら状や玉状に固まったもののことです。
ドロスが発生していない状態は「ドロスフリー」と呼ばれ、切断面の精度や外観が良好であることを示します。
金属加工をすると、ドロス以外にも以下のような金属の塊やカスが生じることがあります。名称は以下の通りです。
|
上記のような金属の塊やカスが生じた場合、工程や用途によっては除去作業が必要になることがあります。
関連記事:レーザー加工のメリットとデメリットとは?レーザー加工機の種類についても
【材質別】レーザー加工でドロスが発生する原因と対策
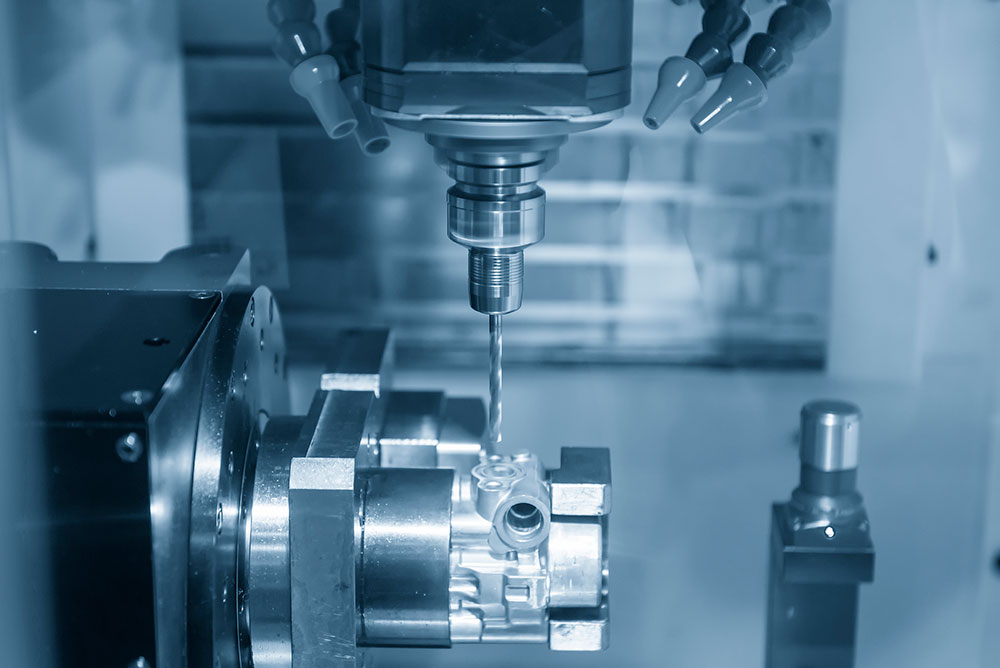
レーザー加工は、高密度エネルギーのレーザーを照射し、対象素材を瞬時に溶解・蒸発させて加工を行う技術です。レーザー加工が可能な素材は金属や鉄だけではなく、木材や樹脂、紙など多岐にわたります。
ただし、素材の種類や板厚によって適した出力や照射条件は異なります。
特に金属をレーザーで加工する場合、条件が素材に合っていないと、溶けた金属が再び固まり、加工面に付着してドロスになります。ドロスは仕上がりや寸法精度を損なう原因となるため、各材質に応じた条件設定が重要です。
ここでは、4つの材質別にドロスが発生する原因を紹介します。
【材質別ドロスが発生する原因】
|
関連記事:レーザー加工の原理とは?レーザーの基礎知識や対応素材について詳しく解説
1. 軟鋼の場合
軟鋼は、主に鉄と炭素の合金から成るもので、炭素含有量が0.25%未満の低炭素鋼です。比較的レーザー加工と相性が良く、適切な条件で加工すればドロスはほとんど発生しません。
ただし、素材に厚みがあると熱が逃げにくく、溶けた金属が残りやすくなります。厚板をレーザー加工する場合は、ガスと出力設定のバランスを慎重に調整しましょう。
2. 亜鉛メッキ鋼板の場合
亜鉛メッキ鋼板は鋼板に亜鉛メッキを施したもので、軟鋼よりドロスが発生しやすいとされています。特にメッキの量が多かったり、板厚が厚かったりすると、溶けた亜鉛や鉄が再付着してドロスの量が増える傾向にあります。
ドロスを抑えるためには、高出力のレーザーを使用する方法、また窒素のアシストガスを高圧で噴射する方法が有効です。条件を最適化することで、ドロス量を大幅に減少させられる可能性があります。
3. ステンレス鋼の場合
ステンレス鋼は、鉄を主成分として炭素を1.2%以下、クロムを10.5%以上含んでいるものです。酸素のアシストガスを用いると、酸化反応によって溶融金属が付着しドロスが発生しやすくなります。
一方で、窒素のアシストガスを使った「無酸化切断」であれば、ドロスの発生を抑えられます。溶けた金属を切断溝から効率的に排出することが、ドロス対策のポイントとなるでしょう。
4. アルミニウムの場合
アルミニウムは銀白色の光沢を持つ軽金属で、他の金属と比べて熱伝導率が高い素材です。そのため、板厚が増すほどドロスの発生量が多くなります。
ドロスを減らすには、高圧のアシストガスを使用し、溶融金属を効果的に吹き飛ばす方法が有効です。
ただし、ガス圧を上げすぎると使用量が増加し、ランニングコストが高くなります。品質とコストの両立を図るには、ガス圧や出力の設定を細かく調整し、最適な加工条件を見極めることが重要です。
レーザー加工で使用されるアシストガスの種類

レーザー加工におけるアシストガスは、加工中に発生した溶融金属を吹き飛ばし、再び固化して付着するのを防ぐ役割があります。また、熱による素材の変形や歪みを抑える冷却効果があり、加工品質と効率の両方を高めるために欠かせないものです。
代表的なアシストガスとして、窒素・酸素・圧縮空気の3種類があります。それぞれの特徴を理解して目的に応じて使い分け、ドロスの発生を抑えるようにしましょう。
【レーザー加工で使用されるアシストガスの種類】
|
アシストガスの種類1:窒素
不活性である窒素は、レーザー加工で広く利用されているアシストガスです。
酸素の影響を排除できることから、金属表面の酸化を防ぎ、材料の色調や表面品質を保ったまま加工できます。ただし、使用する窒素の純度によって切断面の仕上がりに差が出るため、条件設定には注意が必要です。
アシストガスの種類2:酸素
酸素は、高い反応性を持つガスで、レーザー光との相乗効果により強い発熱反応を起こします。このような性質を利用することで、他のガスでは難しい厚板や硬質素材の切断が可能です。
さらに、酸素を使用することで切断速度を向上させ、加工コストを抑えられる点も大きな利点といえるでしょう。
ただし、酸素は酸化を促進するため、切断面に炭素層が形成される場合があり、塗装や溶接などの後工程でコーティングの密着性が低下するおそれがあります。状況に応じて窒素と酸素を使い分けるようにしましょう。
アシストガスの種類3:圧縮空気
圧縮空気はコストパフォーマンスの高いアシストガスとして利用されています。設備コストを抑えつつ、比較的スピーディーな加工が可能である点が魅力です。
ただし、空気には約21%の酸素が含まれるため、完全な無酸化状態を保つことはできません。その結果、切断面に多少の酸化やバリが残ることがあり、後工程でバリ取りなどの追加処理が必要になるケースがあります。
圧縮空気は、塗装や溶接を行う前段階の加工など、仕上がりよりも効率を優先する用途に適した選択肢といえるでしょう。
宮脇鋼管の加工サービス
宮脇鋼管では、鋼管に特化したレーザー加工設備を備えており、鋼管の厚みに応じて窒素と酸素を使い分けています。
3.2t以下の鋼管には窒素を用いて、ドロスの発生を抑えながらきれいな仕上がりを実現。3.2t〜6.0tの鋼管には酸素を使用し、効率的な加工に取り組んでいます。
また、宮脇鋼管ではタップ加工などのねじ切り加工をはじめ、直切や斜切、鞍型、スリット、開先など鋼管内外への幅広い一次加工を取り扱っています。
豊富な在庫を活かし、ガスネジ(インチ)やPTネジ(テーパ)、PFネジ(平行)、角ねじ等のあらゆるねじ切りの材料・加工の一括注文に短納期で対応可能です。
「加工不良の少ない会社に頼みたい」「自社業では限界があるので、高い技術とノウハウを持った会社に依頼したい」というようなお悩みがある方は、ぜひお気軽にお問い合わせください。
鋼管加工のベストアドバイザー宮脇鋼管へ

宮脇鋼管では、穴あけやスリット加工などでレーザー加工を多く用いており、専用機械で素材に適したレーザー加工が可能です。ロットの大小にかかわらず即納提案を行い、加工のすべてを品質管理いたしますのでご安心ください。VE提案から単品図の作成まで対応可能です。
また、鋼管をお客様がすぐに使用できる製品へと仕上げてお届けする新しい加工サービスも展開しております。
- 難しい加工を依頼したい
- まずは在庫を確認したい
- 鋼材の価格と納期が知りたい
- 詳細な見積もりが欲しい
などの鋼管加工に関するあらゆるご相談は、最新の鋼構造加工システムを提案する宮脇鋼管へお問い合わせください。