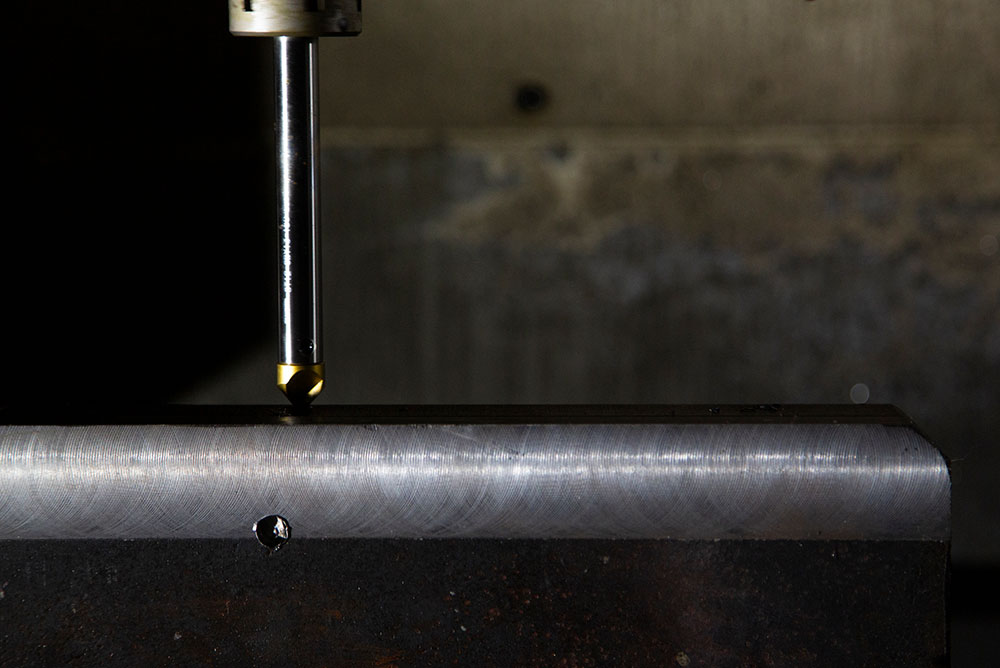

開先加工をする際に、重要な項目の一つとして挙げられるのが「開先角度」です。開先角度を適切に設定しないと、溶接の作業効率や品質が悪くなってしまう可能性があります。
本記事では、開先角度の基本的な意味から、似た用語であるベベル角度との違い、さらに開先角度を決める際のポイントまで詳しく解説します。開先加工についてお悩みの方はぜひ参考にしてください。
開先角度とは
開先角度とは、溶接を行う際に、向かい合う2つの母材の開き具合を合計した角度のことです。たとえば、V字の開先(V形開先)で両側の母材がそれぞれ30度の角度で開かれている場合、開先角度は30度と30度を足した60度になります。
開先角度は、溶接棒やトーチを使用して十分な溶け込みが得られるかを判断するための角度であり、溶接設計で使われます。適切な開先角度を設定することで、欠陥のない高品質な溶接を実現できるでしょう。
関連記事:開先溶接のコツは?開先加工の基礎知識や欠陥の発生原因について
ベベル角度との違い
開先角度と混同されやすい用語として「ベベル角度」がありますが、開先角度とベベル角度は明確に異なります。
ベベル角度とは、片側の母材において、開先面とその母材表面が成す角度のことを指します。1枚の板に対して何度の角度で開先加工を施すかを示すもので、工作や加工指示の場面で用いられる角度です。
たとえば、ある板材の片側を30度で開先加工した場合、そのときのベベル角度は30度となります。一方、開先角度は両側の母材の開先面同士が成す角度の合計となるため、このケースで両面が同じ角度であれば、開先角度は60度です。
このように、ベベル角度は片側の母材に対する加工指示として用いられるのに対し、開先角度は溶接部全体の設計上の基準となる点に大きな違いがあります。用途に応じて、正しく使い分けましょう。
【V開先で片側30度ずつ開いている場合】
開先角度:60度
ベベル角度:30度
開先角度を決める際のポイント

開先角度は狭すぎても広すぎても、溶接欠陥や加工の難易度が高まる原因となるため、慎重な判断が求められます。ここでは、開先角度を決定する際に考慮すべきポイントについて詳しく解説します。
溶接施工性を考える
開先角度を設定する際には、溶接施工性を十分に考慮しなければなりません。溶接施工性とは、「作業効率」「加工のしやすさ」「溶接作業のしやすさ」などの施工に関わる要素のことです。
開先角度が急になると作業スペースが狭まり、作業効率が低下します。また、スラグの巻き込みや溶け込みの確認が困難になるなど、溶接そのものの品質に影響を及ぼすでしょう。
開先角度の加工のしやすさという点においては、一般的な30°や45°といった直線的で汎用的な角度が扱いやすいといわれています。対して、X形開先やJ形開先などの特殊な開先形状では、対応可能な切削刃(チップ)が限られたり、加工や溶接を行える作業者が限られたりします。
作業者のスキルレベルや実際の施工条件を踏まえて、開先角度を決めましょう。
溶接欠陥が入りにくい角度にする
開先角度を決める際には、溶接欠陥のリスクを考慮しましょう。溶接欠陥とは、溶け込み不足やスラグ巻き込みといった溶接の不具合のことです。
開先角度が狭すぎると、溶け込みの確認が難しくなり、溶接ミスのリスクが高まります。加えて、溶接スピードが早まりやすく、丁寧な溶接が行いにくくなるでしょう。
一方で、開先角度が広すぎると、必要な溶接量が増加し、それに比例して欠陥が発生する確率が上がります。また、作業時間が長くなることで集中力が途切れやすく、結果として品質が安定しにくくなる可能性があります。
このように、開先角度は狭すぎても広すぎても溶接欠陥の原因になるので、溶接欠陥を考慮しつつ、作業しやすい開先角度を見つけましょう。
溶着量が少なくなるようにする
開先角度を決定する際には、溶着量について押さえておくことも大切です。溶着量とは、溶接によって得られる金属の質量を指します。溶着量が少ないほど歪みが抑えられ、使用する溶接材料を削減することができるため、コストと作業効率の両面でメリットがあります。
溶着量という点のみにフォーカスすると、可能な限り少なく抑えることが望ましいでしょう。しかし、溶着量を減らすために開先角度を極端に狭くしてしまうと、溶接がしづらくなり、溶接欠陥のリスクが高まります。
そのため、開先角度は溶着量を抑える観点だけで決めるのではなく、「溶接施工性」や「溶接欠陥の出にくさ」とのバランスを取ることが大切です。
変形対策を考えた角度にする
開先角度を決める際には、変形対策についても考えましょう。開先角度が広すぎる場合、溶接時の熱の影響を受けやすくなり、母材が歪むリスクが高まります。
こうした変形を最小限に抑えるには、必要以上に広い角度を避け、適切な開先角度を見極めることがポイントです。歪みをコントロールしやすい開先角度にすることで、仕上がりの精度が向上し、補正作業の手間やコストの削減にもつながります。
ルート面やルート間隔とのバランスを考える
開先角度だけでなく、ルート面(ルートフェイス)やルート間隔とのバランスも重要です。ルート面とは開先部の付け根にあたる部分であり、開先加工で斜めの面を取った際に残る垂直な面のことを指します。ルート間隔は、ルート面同士のすきまの幅のことです。
ルート面を残さず、すべてを斜面にすると、加工時に不要な突起が出やすくなるほか、溶着金属が溶け落ちやすくなる、ルート間隔の管理が難しくなるといった問題が生じやすくなります。また、ルート間隔が適切に取られていない場合、溶着金属が開先の最深部まで十分に届かず、部分溶け込み溶接となってしまうでしょう。
そのため、開先角度とルート面・ルート間隔はバランスを考えて調整し、全体として最適な溶接条件を導き出すことが大切です。
宮脇鋼管の加工サービス

宮脇鋼管では、小径~大径、短尺~長尺、直切~斜切、内開先~外開先、丸鋼管~角鋼管、正方形~長方形といった多様な形状や寸法に対応した開先加工サービスを提供しています。他社で断られた内容でも、特徴の異なる16台の開先専用機を活用し、柔軟に対応できる体制が整っています。
さらに、パイプのサイズ・長さ・開先角度をご指定いただければ、最短で翌日出荷が可能です。機械加工では角パイプ35°と45°のみ対応可、丸パイプは最大45°まで対応できます。
宮脇鋼管では30年以上にわたって培ってきた技術と実績があり、これまで多数の著名案件に携わっています。「加工不良が少ない会社に任せたい」「自社業では限界があるので、高い技術とノウハウを持った会社に依頼したい」というようなお悩みがある方は、ぜひお気軽にお問い合わせください。
鋼管加工のベストアドバイザー宮脇鋼管へ

宮脇鋼管は、鋼管加工のスペシャリストとして、お客様にとってのベストアンサーを提供いたします。ロットの大小に関わらず即納提案し、加工のすべてを品質管理いたしますのでご安心ください。VE提案から単品図の作成まで実現可能です。
鉄の鋼管をお客様がすぐに使える状態の製品に加工してお届けすることができる新しい加工サービスも実施しております。
- 難しい加工に対応できるか?
- まずは在庫を確認したい
- 鋼材の価格と納期が知りたい
- 詳細な見積もりが欲しい
など、
鋼管加工の総合技術商社として、最新の鋼構造加工システムを提案する宮脇鋼管へお問い合わせください。